



Because
- the performance test requirements for the City of Los Angeles "structural steel classification" welding certification and the AWS "unlimited structural steel" certification are essentially identical, and
- Integrity Welding is both an AWS Accredited Test Facility,
welders can satisfy the performance requirements for both certifications simultaneously (and for a single fee) at Integrity Welding.
Briefly, the test details are as follows:
- Code: AWS D1.1: Structural Welding Code - Steel
- Process: Shielded Metal Arc Welding (SMAW)
- Welding Procedure: SMAW-U-WPS
- Material: ASTM A36 Steel Plate
- Dimensions: 3" x 6" x 1" thick with 22.5 degree bevel
- Electrode: E7018, 1/8" diameter (Group F4)
- Positions: 3G (Vertical) and 4G (Overhead)
Qualification starts with the question “to what”, as in ‘to what is the welder qualifying to’. Answers are typically AWS D1.1, AWS B2.1, ASME Section IX, or API 1104. The answers are typically standards or codes that explain the rules or process of the welder test including the type of material, the size of the weld plates, rules during the test such as ‘no grinding allowed’, and the acceptance criteria to determine pass or fail.
Certification starts with the question “by whom”, as in ‘who is certifying the welder qualification test was done appropriately’. Answers are typically by AWS through the ATF/CW program, by city of LA through their program, by New York through their program, by a company for internal company certification (by far the most type – often called in‐company qualification), or by a school or independent institution like McFatter Tech or WTTI. Basically certification is the act of validating the the accuracy of the welding test by an institution, company, legal authority, or individual.
So:
- A welder could be qualified to AWS D1.1 and certified by AWS through an ATF and would be issued an AWS Certified Welder card reflecting what range the welder is qualified to.
- A welder could be qualified to AWS D1.1 and certified by McFatter Tech and would be issued some type of document reflecting what range the welder is qualified to.
- A welder could be qualified to any standard, code, or spec, but some qualifications may not be useful to the job or project they are targeting. It is up to the welder or employer to ensure they choose the right standard, code, or spec.
- A welder could be certified by any company, institution, legal authority, or individual, but some certifications may not be useful to the job or project they are targeting. It is up to the welder or employer to ensure they choose a certification that will be recognized by the authority they need to answer to.
The position(s) in which a welder is ultimately qualified to weld depends on (1) the welding code tested to and (2) the position tested in.
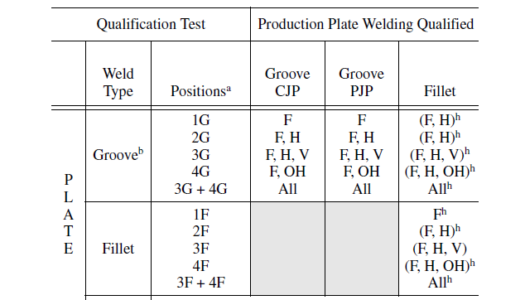
For instance, AWS D1.1 Figure 4.10 shows that a welder who tests in the 3G (groove weld in the vertical position) would be qualified to weld fillet and groove welds in the flat, horizontal, and vertical positions.
Always refer to the specific code to which you intend to test to determine how test position translates to qualified position(s).
The material thickness range for which a welder is ultimately qualified to weld depends on (1) the welding code tested to and (2) the thickness tested on.
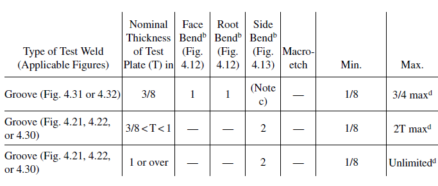
For instance, AWS D1.1 Figure 4.11 shows that a welder who tests on 3/8 inch thick steel would be qualified to weld on steel between 1/8 inch and 3/4 inch thick.
Always refer to the specific code to which you intend to test to determine how test material thickness translates to qualified thickness range.
Whether interested in welder's performance qualification, American Welding Society welding certification, or City of Los Angeles welding certification, being able to identify (and understanding) the appropriate code is crucial. Some common codes include:
- AWS D1.1: Structural Welding Code - Steel
- AWS D1.2: Structural Welding Code - Aluminum
- AWS D1.3: Structural Welding Code - Sheet Steel
- AWS D9.1: Sheet Metal Welding Code
- AWS D17.1: Specification for Fusion Welding for Aerospace Applications
Please reference our other (related) resources for additional information: