City of Los Angeles Certified Welder Performance Test
- Structural Steel Classification -
All applicants are required to successfully pass the performance test in each classification applied for using the manual welding process.


The Welder's Performance Test
To qualify, applicants must successfully pass the qualification test prescribed in Section 4, Part C of the publication Structural Welding Code - Steel (AWS D1.1):
- Process: Shielded Metal Arc Welding (SMAW)
- Welding Procedure: SMAW-U-WPS
- Material: ASTM A36 Steel Plate
- Dimensions: 3" x 6" x 1" thick with 22.5 degree bevel
- Electrode: E7018, 1/8" diameter (Group F4)
- Positions: 3G (Vertical) and 4G (Overhead)
Acceptance Criteria
Visual Examination
Each test plate must meet the requirements specified in AWS D1.1 Section 4.22.1:
- The weld shall be free of cracks
- All craters shall be filled to the full cross section of the weld
- The face of the weld shall be flush with the surface of the base metal (undercut shall not exceed 1/32” and weld reinforcement shall not exceed 1/8”)
- Test plates shall be free from arc strikes
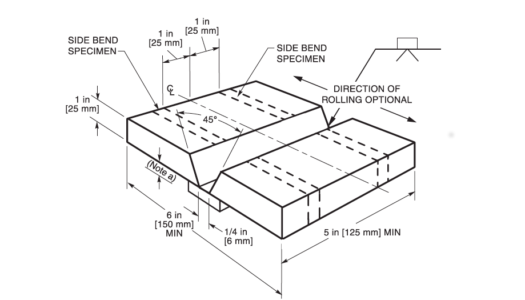
Mechanical Testing
Two test specimens will be cut from each test plate. All specimens will then be bent in a bend jig. For acceptance, the convex surface of the resulting U-shape must not contain any defects exceeding the dimensions specified in AWS D1.1 Section 4.22.5:
- 1/8” maximum dimension for a single discontinuity
- The maximum sum for all discontinuities shall be equal to or less than 3/8”